how to grind weld on sheet metal with out warping To avoid warping the metal, you must tack weld metal sheets in place and avoid significant gaps between the tacks. After you tack everything, place intermittent welds. Avoid long, continuous welds that input high amounts . Have you ever driven past a house or barn with a star on its facade? At the time, you might have glanced at the token and thought it was just a simple decoration, but the symbol can actually have an important meaning behind it.
0 · welding machine warping tips
1 · weld sheet metal without warping
2 · sheet metal warping in welding
3 · sheet metal warping
4 · metal warping during welding
5 · how to weld metal without warping
6 · how to prevent warping sheet metal
7 · how to prevent warping in welding
Pretty sure I used 16 gauge galvanized steel. I've actually completed synth enclosures with it, so I know it can be done. Basically what you want to do is have a clamshell like design. My synth .
This is a realtime, step by step demonstration that shows how to mig weld sheet metal withou. You'll never warp another panel again after watching this video.
In this article, we will explore effective techniques to prevent warping in thin metal during the welding process. Whether you are a novice welder or an . Use a wire brush or grinder to clean the metal. Clean metal leads to better welds. Wipe the surface with acetone or a similar solvent. This removes any remaining contaminants. .
To avoid warping the metal, you must tack weld metal sheets in place and avoid significant gaps between the tacks. After you tack everything, place intermittent welds. Avoid long, continuous welds that input high amounts . Preventing burn-through and warping when welding sheet metal is all about controlling the heat. Choose the right welding process and filler metal, and follow these common tips to help ensure success.
Our Friends from @CrucibleCoachworks stopped by to show us the BEST way to reduce or eliminate warping on sheet metal! Welder: https://www.eastwood.com/eastw.Typically, you can weld sheet metal as thin as 0.5mm (around 0.02 inches) with processes like MIG or TIG welding. However, welding thin sheet metal requires precision and skill to prevent burn-through and warping. Spot welding every 2" to prevent heat distortion How to weld without warping the sheet metal 🔥 | Spot welding every 2" to prevent heat distortion | By Bad Chad | Stools right in place. Love it.The metal is 1mm thick so a normal weld would heat up and warp the panels. So apparently in the automotive industry they use tac welds. You have to spread them out and rest inbetween welds to prevent it heating up too much. Gotta be .
Welding sheet metal can be a nightmare with all of the warping and blow through caused by excessive heat. In this video I will be showing you 4 different te.
Just like when I lap weld I start at about 2" apart and then go about putting welds in between the spot welds until I have a solid weld. I wire brush the welds then check for spaces. I think I have a solid weld until I grind the weld and I can see very small holes between some of .Avoid over welding your metals. It is tempting to over weld your metals with the aim of making them stronger but this only increases your chances of getting more distortions. The rule is the more metal you place on a joint the more the weld warping. If you want to save time and money properly correctly size your weld to the joint before welding. If you want to reduce the weld . Ive had to do a fair bit of grinding back of welds on steel sheet on my ongoing resto project. I had similar problems using a flap disc, its all to easy to remove too much material & leave the weld very thin. The method I have finally settled on is to grind most of the weld back with a flap disc on a 4.5” grinder.
How to weld sheet metal without warpage . Like. Comment. Share. 4.3K
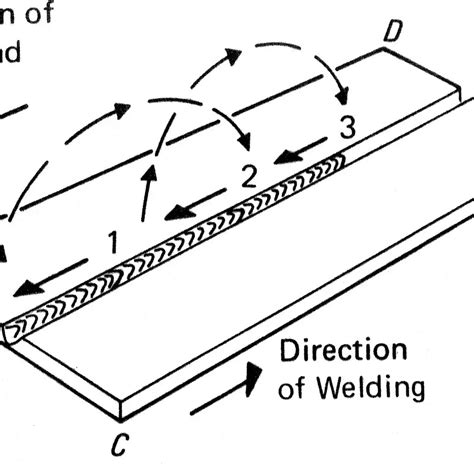
Understanding MIG Welding for Sheet Metal. MIG Welding for Sheet Metal is a process of joining thin metal sheets together using a MIG welder. The technique requires specific weld wire, power settings and proper welding techniques to obtain the right result. Follow these 3 steps to understand MIG welding for sheet metal: Welding auto body sheet metal can present challenges for welders but Ron Covell is here to help mitigate warping with both MIG and TIG welding. . (often called warping) . since the heat from grinding can cause distortion, too. After you remove the majority of the weld, any low spots can be raised with careful hammer and dolly work, and then .The heat from a pizza oven may bring the warp back if it does not have stiffeners across it however. Source: worked in a sheet metal and semi conductor frame shop for 6 years building aluminum, stainless, and steel doors and other odd sheet metal mounting brackets for the frames.Proper tack welding and fixture design ensure secure alignment and fit-up, minimizing stress on the weld during cooling. Using a back-stepping welding sequence can also help distribute heat more evenly, which can help reduce the likelihood of warping. Minimize Welding Length. Minimizing the length of continuous welding can help prevent warping.
After welding you grind off the weld and hammer it slightly lower than the surrounding panel. The faster the weld the less HAZ you deal with, or the less the metal is affected by the heat from welding. So high amperage and quick spot welds, very small, work best. You should always see the same looking weld on the inside as the outside. As with welding on any metal, shrinkage and warping will happen. The thicker the metal, the less noticeable the effect. This can be a very important consideration for rust repair on a car's body. If you burn it in full boar without any thought or control, you will have a poor result in the final product. In the previous “Making Metal . In this video, we return to Resurrection Auto Body, known in the Olympia WA area for restoring classic cars and much more. Luckily they were repairing holes .
cnc machine milling price
Here's a quick video on how to plug weld sheet metal using mig without blowing yourself a bigger hole than you started with. My names Matt Urch and I own an. #WeldingTips #GrindingTips #KevinCaronArtFrom http://www.kevincaron.com - This quick tip will make it easy to keep your work flat & square while welding & gr.It can’t warp if it doesn’t have time to cool. Most of the stainless I weld in my shipyard doesn’t warp, or has super minimal warp, because I crank the heat up and don’t stop till it’s all welded. That method only really works if it’s . The welding of thin sheet metal is an issue that most beginners in the art will encounter at one point in time or the other. Shielded metal arc welding (SMAW), commonly referred to as stick welding, is one of the welding processes that is applicable to thin materials as long as the right procedures and equipment are used.
The quarter panel fits but now we need to finish butt welding it. We’re going to show you exactly how to weld a large panel so that it doesn’t get warped fro. It’s best if your welder supports a tack weld timer. For example, Eastwood MIG 180 lets you create repeatable tack welds with the same amperage input and arc duration. If your welder doesn’t support a tack timer, you may keep the arc lit for too long on some tack welds, which inputs too much heat compared to the other tacks, warping the material. Sheet metal is notoriously tricky to weld without causing warping or burn-through. With its inherent control and quick cooling, the Flux Core process reduces the risk of damaging these thin materials. Additionally, varied wire types available for FCW can be matched to specific metal characteristics, enhancing the final weld’s strength and .
Weld 1/2in. spaced at least 1in apart. Grind the welds down and hammer on dolly to stretch. Then start over. When you make a weld the metal will shrink. If you make a weld and don't hammer-stretch the weld you trap the shrink from the first weld. Then the second weld will compound the first and make waves in the panel. Chad said alot, gotta watch work hardening, warping.Keep it small.Normalize as you go.If you get distortion you can fix it by using dime sized cherry red shrinks on the high spots outside the weld.Less work after.Some say when you understand how to shrink metal you can move it around anywhere.One of the credentials to pass was to cut out a . Did you know that TIG welding is the best option for sheet metal? The biggest problem any welder is going to face when it comes to sheet metal is the heat in.
Before you begin welding, read the company guidelines listed on the electrode packaging, the specifications included with your welder, and know the thickness and type of the metal you are welding. You need the correct amperage, the ideal electrode for the base metals, and proper techniques to weld without burning holes.I had tried this before with 40-45A but I feel that was just letting to much heat in the metal. I kept it at 65 and realllllly zoomed through the welds with a fast travel speed doing 1" fills at a time with 0.045" filler wire and dousing with the wet rag after each inch of weld to keep it cool. As far as penetration, you have a good weld proud on the back side, good for planishing. Note the weld seam is still visible. If we overlap the weld dots, it will resolve that so when you weld, planish, grind, and then do sanding after all is final, we should have a seam that duplicates the factory metal.
welding machine warping tips

What Is a Distribution Box? The distribution box is a small box that comes after the septic tank but before the drain field. They're usually made of either plastic or concrete, and they have several openings on different sides where the drain field lines connect to the box.
how to grind weld on sheet metal with out warping|sheet metal warping in welding