cnc manufacturing z-mill I plan to use the machine for building machining fixtures. Machining angle plates, uprights, pallet base plates, and large (24x48 inches or so) plate work. Some milling, drilling . Length from the bottom of the Collar to hem: 23". Length of Sleeve from Collar: 17.5".
0 · x y z cnc codes
1 · origin of a cnc machine
2 · cnc x y z axis
3 · cnc x y z
4 · cnc machine coordinates
5 · cnc coordinates x y z
6 · cnc boring mill programming
7 · cnc 3 axis machine
$17.92
Explore our beginner-friendly guide to the X, Y & Z CNC Codes. Start your journey with our step-by-step tutorial and easy-to-follow visuals.
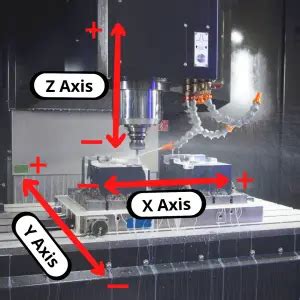
One example of applying the Z-axis direction is CNC milling. By leveraging the positive and negative Z-axis movements, manufacturers can create complex shapes, inclines, and pockets .The Z-axis movements open up a world of possibilities in CNC machining, enabling the creation of complex geometries, multi-level parts, and intricate designs. We will explore various machining . I plan to use the machine for building machining fixtures. Machining angle plates, uprights, pallet base plates, and large (24x48 inches or so) plate work. Some milling, drilling . The movement direction of the Z-axis is particularly significant in CNC machining. Positive Z-axis movement typically raises the cutting tool, while negative Z-axis movement lowers it.
I retrofitted a Excello mill that used the knee for z-axis with a 1990's version with a Centroid control. It had a 10 to 1 gear reduction as opposed to direct drive for the x and y axis. . Z axis growth is going to be common in any C frame construction. The more the axis are stretched to accommodate longer travel, the more pronounced. If the machine is .
CNC terminology and acronyms can be confusing and technical, especially for beginners. So, we’ve put together this comprehensive CNC terminology guide of the terms often used in CNC machining circles. From . CNC milling is a subtractive manufacturing process that combines traditional milling with computer numerical control (CNC) technology. It involves using a rotating cutting tool to remove material from a solid block of metal, .
CNC Machining . z axis backlash on bridgeport. Thread starter 3100halfton; Start date Dec 7, 2022; Replies 5 Views 552 3. 3100halfton Plastic. Joined Jan 30, 2016 . The skill is to minimise how much quill travel you lose, as this is a key drawback of CNC turret mills. My final version has almost the original 5" mechanical travel, although you .
The Z axis will move to the Z Reference Return position via Z Absolute Z100.0 (Z+ 90.0 from the current Z10.0 position). This two parts action can be seen clearly if the G28 Block is executed in Single Block Mode. When the G28 Block is executed with a press of the Cycle Start Button, the Z axis will move to Z100.0 and Stop. CNC Machining . Simplified return to Z zero on Fanuc mill. Thread starter Heinz R. Putz; Start date Mar 17, 2009; Replies 31 Views 9,111 1; 2; Next. 1 of 2 Go to page . I've had the opportunity over the last 25 plus years to work on many, . I think I know what the OP is asking.you can indeed mill a hex in an XC (no Y) machine using a ballnose endmill as an "X tool", but programming it as a "Z tool," using G12.1 / G121, and taking small Z steps to achieve the desired hex length. In essence, this is "surfacing" your hex.it works quite well, except for the time involved and the small witness mark down .
Ax. drill. and mill. head offset The machine I am using is DMG Mori NLX 2500/700 with Y axis, single spindle. Material I am planning to cut is 304L stainless with an 8mm 4 flute endmill. Machining paramteres I plan to use for roughing: WOC 10%(0.8mm), DOC 1.5D(12mm), 0.08 mm/tooth, 60 m/min cutting speed. CNC Machining . BP clone retrofit- Z axis options? Thread starter Garwood; Start date Dec 29, 2010; Replies 16 Views 10,782 G. Garwood Diamond. Joined Oct 10, 2009 . The BP CNC mills had a ball screw that attached/drive the nose of the quill, rather than the "Ring" in front. There was a lever to loosen, and basically disconnect the Quill . 3. Touch off the top of the part (Z zero) with the probe. Measure G54 Z. The number will be a large negative number and match the machine position. Each tool is set relative to the probe length. G54 Z is the probe relative to Z home. The sum of G54 Z and the H register is the distance from Z home position to the part zero for each tool. Using this method, I've had a value for a face mill that hasn't been changed in 20+ years. To actually set up a job, (one where Z0 is at the upper work surface) measure from the work upper surface to the machine table with a height gauge and subtract THIS VALUE from 27.9470 and load this as the value for G54 (or whatever). . CNC Machining .
Hi all I'm planning to buy a 3d taster to speed up touching off on parts on my mill, but it will be a little while before the funds are available for that. Touching off with an edge finder is pretty quick and reasonably accurate. But, touching off the z-axis takes a bit longer. For tool. I'm trying to program up an ellipse to be milled using a FLAT end mill in a cross mill holder on a Nakamura lathe (Fanuc 0i controller). There are a few reasons we're using a cross mill holder not a face mill holder - part is too long to cut from the face, and all our axial/face milling live tool holders are already taken up with other tasks. We have a prototrak SMX mill at work, about two weeks ago I noticed that when in 3 Axis Mode, the Z axis will be off +.010". So if you set your tool and ran a program to take a .020" depth cut, it will actually only cut about .010". The Z axis always reads correct/ repeats. Let's say tool 1 is a 1/2" end mill and tool 2 is a .250" drill. Since the drill is longer the Z Offset has to be set. I put a .001" feeler gauge on the top of the part. Then I jog the head down and touch the feeler gauge with tool 1 and press Z, ABS/Set to zero it out. Then load tool 2 and go to the jog function and touch this to the top of .
Study with Quizlet and memorize flashcards containing terms like a manufacturing process that uses a _____ tooth cutting tool to remove material from a workpiece in the form of _____., when standing in front of the CNC mill, which axis moves LONGITUDINALLY, i.e. front to back?, when standing in front of the CNC mill, which axis moves TRANSVERSELY, i.e. left and right? and . All the calculators, worksheets, and even the Machinery’s Handbook do a good job of describing formulas and calculations required for XY feedrates, but I can't find any information on formulas or even rules of thumb to follow for calculating Z feedrate, Leadin feedrate, or Leadout feedrate. In.
Set the tool up on the mill and measured the distance from the side of the holder to the insert centerline..So i have a setup value that i think will work for me. . CNC Machining; Replies 1 Views 223. Jun 12, 2024. Sandoz. S. S. Using 2 spindles to ruff & finish pockets & profiles. Fanuc OM, Supermax2 with mounting Z axis for 2 spindles . end mill .2500) (4 flute carbide center cutting) n1400 g111 t02 m6 n1401 g15 h01 n1402 g56 h02 m03 s1848 n1403 g00 x.704 y1.044 a0. n1404 z.1 m08 n1405 call omil1 n1406 g00 x.704 y1.044 a120. n1407 z.1 n1408 call omil1 . cnc machining. about practical machinist. CNC Machining . Z axis backlash, counterbalance and surface finish. . The test of cutting 150 mm dia. surface in Molarex, using 12 mm dia. 2 insert end mill, 4500 RPM, 1000 mm/min feed, gave the result of 16 microns roughness. . The Z backlash compensation parameter 1851 was set to 16 microns. I am looking for an example of code for milling in a lathe with live tooling perpendicular to the Z axis, feeding in Z and C. The machine has Fanuc 0i-MODEL TD controls. I haven't done a lot of live tooling programming. The part I want to machine is Ø10.625" x 68.875" long and I want to put a.
I visited the CNC mill today, and was impressed--nice Czech compact unit . However, here are a few things I noticed: X slide = 30 cm Y slide =16 cm Z (vert) movement = 25 cm It looked (slightly) used. The rotary table is horizontal only, not H/V. No tooling.
x y z cnc codes
What kind of coordinate system is used in CNC machining? Almost every CNC machine uses a Cartesian coordinate system based on an X, Y, and Z-axis. . CNC mills are usually 3 axis machines and lathes are 2 axis. Both types of machines can have more axes but let’s keep things simple. CNC Machining . Z axis drift. Thread starter baldhead; Start date May 11, 2007; Replies 8 Views 2,808 . I let the machine run a warm up but I think it takes a longer time. I was thinking about buying a new Haas mill and was curious if I will run into similar problems. The Z also drifts vertically but this seems to happen in the warm up time. .
2. Measure the 8-10 mm dia. end mill on the tool setter. Notice its length from offset table. 3. Load the tool to spindle, rotate it adequate speed and manually (handle) take thin path on piece of material. 4. Set Z value of one of the WCS (G54 for example) on this surface (machine Z coordinate minus length of the tool). 5. Set X and Y zero in . Newbie on mill/turn machines and trying to understand how cutter comp works with live milling tools. Specific machine: Doosan PUMA 2000SY [2007] - Fanuc 18i-TB Axis - Z,X,Y,B,C1,C2 I have been able to self-develop a post for HSMworks/Fusion360 and did some fairly basic mill/turn parts today. Here’s the run down I’ve been having a bunch of issues with z heights on my haas vf3 I believe it’s a 94. I am currently facing a plate from .167” to .161” final thickness. I touch my insert mill off to the bottom of my part and have a z positive in my program to z.161 after the program cycle I’m getting .156” thickness on the part.
hi, I got YCM 106A milling machine. recently i noticed strange sound which i believe comes from Z axis counter balance. I checked it and i found that there is big looseness between weight hole and shaft. This annoying sound only comes when Z axis makes rapid moves for example drilling with chip.
Here's how I get the Z. zero an indicator on the table somewhere, zero out your z dial, jog up and find the top of the pin. Again, more math, or use cad to figure out the z distance from the top of the pin to the corner of the block, and input that # . Measure the part with a mic and comp the Z accordingly. To find Y, rotate back to 0.0 and probe the part to find the center. Like dstyr said, axis growth is going to happen, especially Z. The easiest way to comp Z is to touch off a dummy tool and comp the Z common offset by some fraction of the difference between the old and new values.

junction box 12x12

Black Shutters. Black is one of the finest and most common shutter colors for a white house. Black window coverings look great on homes with all-white siding as they genuinely bring out the pristine-white of the home exterior, giving it a .
cnc manufacturing z-mill|cnc coordinates x y z